Esta lista cubre los gustos que generalmente son percibidos y aceptados en una cerveza normal (malta, lúpulo, levadura y agua). Usted también descubrirá gustos mas específicos tales como a café, a chocolate, a varias frutas, y a especias. Éstos son sabores naturales que definen el perfil de una cerveza y diferencian los estilos.
Las cervezas con agregados de fruta, de especias, de granos especiales o de maltas ahumadas, exhibirán aún más sabores.
El cuerpo y la astringencia, descriptos mas abajo no son gustos sino sensaciones, conocidos por muchos como sensanción e boca (mouth-feel).
Si bien, como dije anteriormente , no son sabores propiamente dichos, tienen una influencia muy importantes a la hora de establecer muchos estilos de cerveza y por lo tanto debe ser tenidos en cuenta.
Los gustos básicos
Un importante punto de partida es conocer los 4 gustos básicos, el amargo, el salado , el ácido y el dulce. Si bien podemos encontrar perceptores en el paladar, la faringe, la laringe y la epiglotis, la mayoría de los gustos reconocidos por el hombre son percibidos a través de la lengua.
Las figuras siguiente ilustran la ubicación de las 4 áreas separadas que tiene la lengua para detectar estos gustos básicos siendo la encargada de los sabores amargos la mas sensible.
Acetaldehido
Reconocimiento
Se asemeja a olor y sabor a manzanas verdes inmaduras como a sidra. El acetaldehído es perceptible sobre 175 mg/l. Cuando la concentración es mucha el sabor se parece al vinagre (ácido acético).
Causas
El acetaldehído puede ser causado por la cepa de levadura usada (algunas producen más acetaldehido que otras) o por la terminación prematura de la fermentación. Esto se puede dar de dos formas distintas. Una por el agotamiento del oxígeno, por los cambios de temperatura y por la floculación prematura, entre otras. El acetaldehído es un compuesto intermedio en la formación del alcohol. Si la transformación de la glucosa en alcohol se detiene en la etapa del acetaldehído produce un gusto y un aroma a fruta pronunciados que normalmente desaparecerán con más tiempo de acondicionamiento.La segunda forma se debe a las causas más comunes que son: la exposición del alcohol al aire provocando su oxidación o la contaminación con ácido acético producido por una infección bacteriana (acetobacter). El sabor es avinagrado y mucho menos agradable.
Ejemplos
En la Budweiser, se busca deliberadamente la formación de 6-8 ppm de acetaldehído.
Alcohólico
Reconocimiento
El alcohol se reconoce por su aroma y su efecto en la boca. Crea una sensación caliente en la boca y en la garganta, y picante en la nariz dando un aroma vinoso. El sabor adecuado debe ser siempre suave y placentero y jamás debe restarle gusto a la cerveza.
Causas
El alcohol es uno de los productos finales del proceso de fermentación donde la levadura convierte la glucosa en el dióxido de carbono y el alcohol etílico. Las cervezas más fuertes usan cepas especiales de levadura y temperaturas más altas de la fermentación, produciendo alcoholes de más alto peso molecular, llamados alcoholes superiores o fuseles. Éstos contribuyen a los aromas y al gusto vinosos. La cantidad y tipo de alcoholes producidos depende de los azúcares (fermentables) en el mosto, de la cepa de levadura y la capacidad de atenuación (como ésta convierte el azúcar en alcohol) de la misma y de la temperatura de la fermentación.Temperaturas de fermentación por encima de 27 °C y también una cantidad excesiva de levadura, o demasiado tiempo en el fondo del fermentador, producen mayores cantidades de alcoholes superiores dando un sabor áspero en la lengua.
Ejemplos
La ale de Thomas Hardy's tiene alto nivel de fusels y un distintivo sabor a vino. Las Pilsners, al contrario, tienen generalmente un muy bajo nivel.
Astringente
Reconocimiento
La astringencia no e un aroma o gusto sino un sensación en boca, similar a masticar la piel inmadura de la uva o chupar un saquito de té. Provoca una aspereza y una sensación de la sequedad fácilmente reconocibles. En demasía es muy desagradable.
Causas
Normalmente es el resultado de excederse en el tiempo de remojo de los granos. También una maceración muy prolongada o demasiada alcalina (mas de 5.2 - 5.6) o una temperatura demasiado alta en el lavado del los granos pueden ser las causas del aumento de la astringencia. El sobre agregado de lúpulo y ciertas contaminaciones también pueden tener el mismo efecto. En este último caso el gusto astringente viene del ácido láctico producido por la infección bacteriana con el lactobacilo o del ácido acético de la contaminación por el acetobacter.
Ejemplos
Los vinos jóvenes pueden ser un muy bien ejemplo de bebida astringente.
Amargor
Reconocimiento
El amargor es uno de los 4 gustos básicos y es captado por los receptores que están situados en la parte posterior de la lengua.
Causas
El amargor es el resultado de la isomerización de los Alpha Acidos del lúpulo y representa característica importante en la mayoría de los estilos de cerveza . El nivel de amargor depende del porcentaje de Alpha Acidos que contengan las flores de lúpulo, de la cantidad de agregado y del tiempo de hervor del mosto lupulizado. El amargor se mide en IBUs o Unidades internacionales de Amargor (International Bitterness Units). La sensación final de amargor dependerá mucho de la dulzura aportada por la malta . Una cerveza con un alto valor en IBUs (40) no se sentirá amarga si ha sido balanceada correctamente con el dulzor de la malta.
Ejemplos
Cervezas como la Oakham JHB o De Ranke XX Bitter tienen un amargor alto. Las Milds inglesas son tradicionalemnte muy poco amargas
Cuerpo
Reconocimiento
El cuerpo es la sensación de viscosidad en la boca. Una cerveza que se aprecia liviana y ligera se dice que tiene poco cuerpo mientras que las mas complejas y pesadas tienen un cuerpo mayor. En ocasiones se describe a las cervezas con mucho cuerpo como gomosas.
Causas
El nivel de azucares residuales y dextrinas en la cerveza definen el cuerpo que ésta tiene. Estos son componentes que la levadura es incapaz de procesar durante la fermentación y el acondicionamiento. El cuerpo es una característica deseada en muchas cervezas y se logra usando maltas Cristal y la adición de diferentes azucares durante la elaboración,. Body is a desirable characteristic of many beers. It is created by the use of crystal malt and brewing sugars. Una temperature alta de maceración produce la formación de azúcares no fermentables que incrementarán el cuerpo de la cerveza.
Ejemplos
Las Strong, Extra y Export Bitters (más de 4.6%) tienen bastante cuerpo.
Carbonatación
Reconocimiento
El dióxido de carbono (CO2) disuelto en la cerveza le da un carácter chispeante. Esta carbonatación se puede ver en la espuma y en las burbujas que ascienden en el vaso. Estas burbujas son menos visible ebn las cervezas de barril pero se percibe perfectamente en la boca. La sensación picante o chispeante en la lengua es causada por el estallido de la burbujas de CO2 formandol ácido carbónico.
Causas
El CO2, como el alcohol es un subproducto que se genera en el proceso de fermentación. Se froma naturalmente cuando una cantidad calculada de azucares es añadida a la cerveza ya fermentada antes de embotellarla. Esto activa nuevamente las levaduras carbonatando la cerveza. Algunos fabricantes optan por agregar CO2 a presión para carbonatar.
Ejemplos
Coopers Sparkling Ale tiene un alto nivel de carbonatación natural.
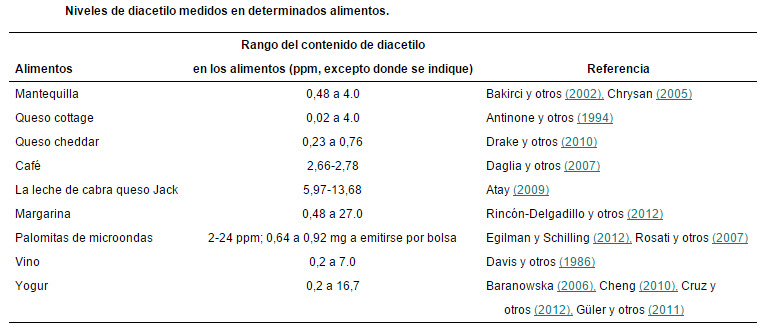
Diacetilo
Reconocimiento
El diacetilo se reconoce por su aroma y sabor a caramelo de manteca. Se comienza a sentir en concentraciones de 0.05 ppm y se acepta hasta un 0.15 ppm. En muchos estilos de Ales es un sabor buscado hasta cierto punto, pero en otros y principalmente en las Lagers se considera un defecto.
Causas
El Ditacetilo es un producto que normalmente produce la levadura durante la fermentación y que luego reabsorbe en la parte final del mismo proceso. También, una infección bacteriana ( Pediococcus Cerevisiae) puede ser el origen de la formación de Diacetilo. Los altos niveles pueden deberse además a otras causas tales como: una pobre cantidad de levadura al momento de inocular, un enfriamiento muy largo del mosto, la mala limpieza del equipo, el trasvase demasiado temprano, o un de alto nivel de adjuntos en el mosto.La debilidad de las levaduras o a una insuficiente oxigenación harán que la fermentación se demore y antes de comenzar la fase primaria se generará una cantidad de diacetilo muy alta que no podrá ser consumida totalmente por la levadura al final del procesos, afectando el sabor de la cerveza.
Ejemplos
La Samuel Smith's Nut Brown Ale tiene un nivel moderado.
Sulfuro de dimetilo (DMS)
Reconocimiento
El DMS tiene un sabor y un aroma distintivos que recuerdan al del maíz o al de verduras cocidas. Ambas sensaciones son percibidas en concentraciones extremadamente bajas. el DMS es considerado una parte característica numerosas Lagers pero es un sabor no deseado en otros estilos.
Causas
Se produce durante la cocción del mosto con la transformación de la “S-metil-metionina” (SMM), que es otro compuesto producido durante el malteo. El tostado de las maltas reduce los niveles de SMM evitando la formación de DMS luego en el mosto. Es por eso que se percibe más en las Lagers pálidas. Puede ser causado por deficiencias en el proceso de elaboración. Durante el hervido el mosto produce continuamente DMS y se remueve normalmente por evaporación. Cuando el mosto es enfriado lentamente no se pueden remover estos compuestos y entonces se disuelven nuevamente en el mismo perdurando en nuestra cerveza. Por eso se aconseja siempre reducir el condensado durante el hervido evitando tapar completamente la olla de cocción. También puede ser causado por infección bacteriana (Obesumbacterium de Hafnia), como resultado de una pobre sanitización. El DMS que se genera de esta manera tiene es más rancio, más parecido al coliflor que al maiz.
Ejemplos
El DMS jamás es buscado en una cerveza bien elaborada.
Esteres / Frutados
Reconocimiento
Es posible reconocer una gama bastante amplia de sabores frutados en la cerveza, incluyendo frutilla, pomelo, banana, frambuesa, pera, durazno y manzana. Las Ales son supuestamente algo frutadas, y en las cervezas de trigo belgas y alemanas se esperan sabores abananados, pero en ningún caso el frutado debe ser muy acentuado.
Causas
Los ésteres se producen por acción de la levadura y la cantidad generada dependerá de la cepa y de la temperatura de fermentación. Cuanto mas elevada se ésta, mayor va a ser la cantidad de ésteres producidos.Otros sabores frutales tales como los cítricos pueden ser aportes del tipo de lúpulo utilizado.
Ejemplos
Dependiendo del estilo de cerveza, los sabores frutados pueden ser intencionales o un defecto en la elaboración. La barley wine Old Nick y la Landlord son dos cervezas con gustos frutados distintivos.
Herbal
Reconocimiento
Sabor y aroma pasto recién cortado. No es un sabor buscado en una cerveza
Causas
Usualmente se debe a ingredientes mal almacenados, en lugares calurosos y húmedos. En la malta mal almacenada se puede formar moho y puede desarrollar olores a humedad. La molienda con mucha antelación también contribuye a dar un mal gusto y la malta vieja genera otros compuestos (aldehídos) que ayudan en la formación del sabor a pasto.El lúpulo puede ser otra fuente de estos sabores. Si el mismo es mal almacenado o no tuvo un secado apropiado, la clorofila será evidente en la cerveza.
Harinoso / a Grano
Reconocimiento
Sabor que se asemeja al de la nuez vieja o al del grano húmedo. Parecido a los astringentes producidos por la cáscara del grano. Este sabor se hace más evidente en las cervezas elaboradas con 100% granos.
Causas
El sabor granoso es un derivado de los almidones y taninos en el maíz y en otros adjuntos. Se deben principalmente a defectos en la molienda y en la maceración. Si las cáscaras de los granos son rotas con una mala la molienda, se extraerán sabores como a harina durante la maceración. Para evitar esto hay que tratar de moler el grano sin romper demasiado la cascaraLas maltas muy tostadas pueden aportar también sabores a grano y si se elaboran maltas tostadas propias, se las debe dejar reposar por dos semanas o más después de molerlas para disminuir la aspereza. Un par de meses de acondicionando en frío permitirá que estos sabores se vayan al fondo con las levaduras.Por último un sobre-lavado del grano incrementa la extracción de taninos y ayuda a la formación de estos sabores.
Zorrino
Reconocimiento
Fácilmente reconocido por su aroma a zorrino o a orina de gato. No debe estar presente en ningún estilo
Causas
Se produce por una reacción fotoquímica de la resinas del lúpulo cuando son expuestas a la luz con longitud de onda entre 400 y 500 nm (azules y ultravioletas). Es por eso que la mayoría de las cervezas se embotellan en botellas de vidrio marrón que al contrario de las verdes bloquean ese rango de luz. La luz directa del sol y las fluorescentes arruinan la cerveza. Algunas marcas elaboran sus cervezas con extracto de lúpulo pre-isomerizado y poca adición de lúpulo para sabor y aroma, logrando que su producto sea prácticamente inmune a la luz ultravioleta.
Metálico
Reconocimiento
El gusto metálico se percibe más en la punta de la lengua y en el paladar. Sabor no deseado.
Causas
El gusto metálico se puede dar por varias causas, incluyendo el contenido del hierro del equipo, de los compuestos orgánicos formados por la hidrólisis de los lípidos en maltas mal almacenadas, de la oxidación de ácidos grasos libres y del agua con un alto contenido del hierro Usualmente se deben a la disolución de metales en el mosto (hierro y aluminio) durante el hervido. Esta pequeña cantidad puede ser considerada como nutritiva si no fuera por el mal sabor. Las muescas y roturas en aceros revestidos son una causa común que producen altos niveles de hierro en el agua. Las ollas de acero inoxidable no aportan ningún gusto metálico mientras que las de aluminio generalmente no lo producen a menos que se trabaje con agua muy alcalina, con un pH mayor a 9.
A Moho
Reconocimiento
El moho es rápidamente reconocido por su olor y sabor que recuerdan a la tierra húmeda o al pan enmohecido. Se considera un defecto e n cualquier cerveza.
Causas
La contaminación con hongos es la causa principal de la formación de sabores y olores a moho. Puede desarrollarse tanto en el mosto, como en la cerveza terminada si la fermentación o acondicionamiento se llevan a cabo en sitios húmedos. Si la infección es detectada muy tempranamente, puede ser removida sacando la espuma o limpiando la superficie antes de que contamine significativamente al batch, pero siempre se corre el peligro que se repita.
Oxidado
Reconocimiento
La oxidación es reconocida por su aroma y sabor a cartón húmedo o también a jerez. Es el defecto más común en las cervezas, incluyendo las comerciales
Causas
Se produce por la exposición del mosto caliente (a más de 27 ºC) al oxígeno. Debido a este error la cerveza tarde o temprano desarrollará distintos sabores, dependiendo de qué compuestos se oxiden.
Fenólicos
Reconocimiento
Los fenoles se distinguen por un característico aroma y sabor medicinal, a hospital. Ellos recuerdan al clavo de olor o al diente de ajo y en algunos casos al humo. Se perciben en muy baja concentración.
Causas
El gusto fenólico puede ser producido por alguna cepas de levaduras. También por residuos de sanitizantes a base de cloro que forman clorofenoles en el agua. Por último, un icorrecto lavado del grano, con agua a una temperatura o un pH demasiado alto puede ser otra causa.
Ejemplos
Algunas cervezas belgas de trigo suelen tener altos niveles de un compuesto fenólico( 4-vinil guaiacol ) que les da el característico sabor a clavo de olor.
Salado
Reconocimiento
El salado es uno de los cuatro gustos básicos y otorga un aspero y desagradable sabor aún en pequeñas proporciones.
Causas
El gusto salado se debe a las sales minerales disueltas en el agua de elaboración como ser entre otras el cloruro de sodio y sulfato de magnesio.
Ejemplos
El agua con que se elaboran algunas IPAs es usualmente Butonisada agregándole algunas sales como yeso. La cerveza ale Bass tiene un aroma distintivo por el alto contenido de minerales.
Solvente
Reconocimiento
Similar al tipo alcohólico y ésteres, se puede percibir como aromas y sabores que recuerdan a la acetona, a la laca, al removedor o al thinner. Un aroma acre es seguido de una sensación áspera en la lengua y en la parte posterior de la garganta.
Causas
La causa principal es el etil acetato producido por levaduras salvajes y por algunas cepas de levaduras utilizadas en la elaboración de cerveza. Se puede dar también como resultado de una combinación entre altas temperaturas de fermentación y oxidación o por el uso de un equipo de plástico barato o con tuberías de PVC. Los solventes en algunos plásticos tipo PVC pueden ser generados por altas temperaturas.
Agrio
Reconocimiento
El agrio es otro de los cuatro gustos básicos. Da acidez en la boca y deja una sensación seca.
Causas
La causa principal es la bacteria Lactobacilo que produce el ácido láctico. Se puede buscar deliberadamente en el caso de las cervezas Lámbicas o puede ser el resultado de una contaminación en los demás estilos. Otra bacteria que causa este gusto es Pediococo. Otras causas son el exceso de ácido cítrico o el ácido ascórbico en el preparado del agua, un macerado demasiado largo o una fermentación o almacenaje a altas temperaturas.
Ejemplos
Las cervezas Lámbicas deben su sabor ácido al uso de levaduras salvajes en la fermentación.
Sulfuroso
Reconocimiento
El aroma y sabor sulfuroso se reconoce por su similitud al huevo podrido.
Causas
Aminoácidos de la malta como la Metionina y la Cisteina, algunas cepas de levadura y bacterias tales como Zymononas, Pectinatus y Megasphaera pueden formar el sulfuro de hidrógeno. El gusto azufrado también es formado por la degradación de la levadura o del autólisis.
Dulce
Reconocimiento
El dulce es otro sabor básico y en un nivel excesivo resulta empalagoso y poco placentero
Causas
El dulzor de una cerveza depende del nivel de azúcares residuales que contenga una vez finalizada la fermentación. Los altos niveles de estos azúcares pueden ser producidos por el uso de una levadura de baja atenuación, por la carencia de nutrientes en el mosto para el trabajo correcto de la levadura o por una pobre oxigenación del mosto. Se puede aumentar deliberadamente el dulzor con la adición de azúcares no-fermentables.
Ejemplos
Las tradicionales English Brown y Mild tienden a ser dulces, pero en algunos casos esto no se debe al exceso de azúcares sino a la falta de amargor que debería ser aportado por el lúpulo para balancear la dulzura de la malta.