(Autor: Sebastián Oddone)

A modo de resumen, una cerveza baja en calorías es un producto con menos alcohol y menos contenido de carbohidratos residuales, pero al mismo tiempo sin perder espuma, cuerpo y aroma.
Se debe considerar que cada 1,0% v/v de alcohol aporta unas 5,5 kcal por 100 mL (porque el etanol tiene 7 kcal/g). Entonces, bajar de 5,0% a 3,5% ABV implica recortar aprox. 8 kcal/100 mL solo por alcohol. El resto de las calorías se bajan por reducción del extracto final (dextrinas y azúcares no fermentados).
Tips clave en la elaboración:
- Producir mostos más fermentables: maceración orientada a la β-amilasa (por ejemplo 62–64 °C con descanso extendido) para aumentar maltosa, glucosa y bajar dextrinas.
- Utilizar enzimas para secar los mostos: el uso controlado de amyloglucosidasa o pullulanasa (antes o durante fermentación) convierte dextrinas en azúcares fermentables, logrando una densidad final más baja con menos carbohidratos, lo que genera un perfil tipo “brut” (ver cita abajo sobre enzimas).
- Levadura y manejo de fermentación: cepas de alta atenuación con buena aireación, FAN y zinc para lograr proceso más rápido y limpio al mismo tiempo.
- Compensar los perfiles con más aroma (por ejemplo, aplicar late hop o dry hop), carbonatación algo más alta, ajuste de sales, y un mínimo de maltas que aporten estabilidad de espuma (pero sin pasarse, porque también suman calorías).
En síntesis, una cerveza baja en calorías bien hecha es el resultado de aplicar diversas estrategias en el proceso productivo. Cuando se ajustan bien las variables, se puede lograr un producto liviano en calorías, y al mismo tiempo de alta calidad.
Nota:
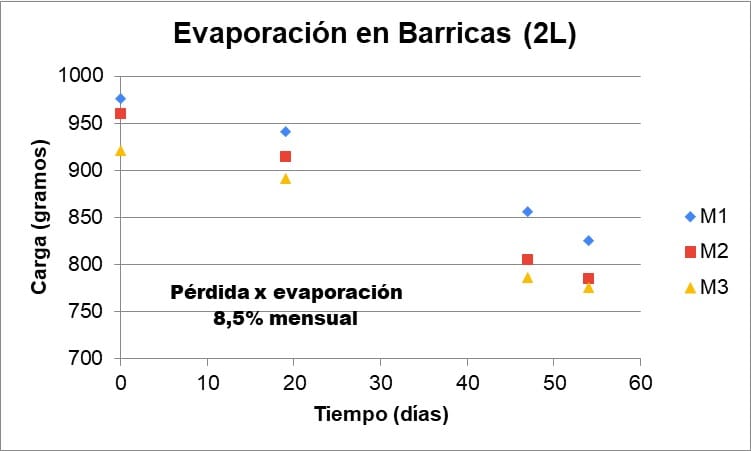
- La imagen del post extraída del paper de M. Sammartino. Para mayor información nos podes contactar a cursos@capacitacioneselmolino.com
- B. Naik, Pullulanase: unleashing the power of enzymewithapromisingfuture in the food industry, 2023.
- M. Sammartino, Enzymes in Brewing, MBAA, 2015
El texto de Sebastián Oddone aborda el desafío de producir cervezas que sean ligeras en calorías pero que mantengan buenas características sensoriales como espuma, cuerpo y aroma. Para lograr esto, se enfocan en reducir el contenido de alcohol y los carbohidratos residuales (los que no son fermentados).
Aquí te detallo los términos clave y su función en este proceso:
Beta-amilasa (β-amilasa):
- ¿Qué es? Es una enzima natural presente en la malta (el cereal germinado que se usa para hacer cerveza).
- ¿Qué función cumple? Su trabajo principal es romper los almidones (cadenas largas de azúcares) en azúcares más pequeños y fermentables, específicamente maltosa. La maltosa es un azúcar que la levadura puede consumir fácilmente durante la fermentación.
- En el proceso: Para hacer cervezas bajas en calorías, el texto sugiere una "maceración orientada a la β-amilasa". Esto significa mantener el mosto (líquido azucarado antes de la fermentación) a una temperatura específica (62–64 °C) y por un tiempo extendido. A esta temperatura, la beta-amilasa es muy activa, lo que resulta en un mosto con más maltosa y glucosa (ambos fermentables) y menos dextrinas (no fermentables).
Dextrinas:
- ¿Qué son? Son carbohidratos complejos que quedan en la cerveza después de la fermentación. Son cadenas de azúcares que son demasiado grandes para que la mayoría de las levaduras las puedan consumir.
- En el proceso: Las dextrinas contribuyen al cuerpo y dulzor de la cerveza, pero también aportan calorías. En una cerveza baja en calorías, el objetivo es reducirlas al mínimo.
Amyloglucosidasa o Pullulanasa:
- ¿Qué son? Ambas son enzimas externas (no vienen naturalmente en la malta en cantidades significativas para este propósito) que se pueden añadir durante el proceso de elaboración.
- ¿Qué función cumplen? Su rol es "secar" el mosto. Es decir, rompen las dextrinas (que la levadura normalmente no puede fermentar) en azúcares más simples y fermentables como la glucosa.
- En el proceso: Al añadir estas enzimas antes o durante la fermentación, se aseguran de que casi todos los carbohidratos se conviertan en azúcares que la levadura puede consumir. Esto da como resultado una densidad final muy baja, con casi ningún carbohidrato residual, lo que genera una cerveza "tipo brut" (muy seca y baja en calorías).
En resumen, el proceso para una cerveza baja en calorías se centra en:
- Maximizar la conversión de almidones a azúcares fermentables con la beta-amilasa en la maceración.
- Eliminar las dextrinas restantes usando enzimas como la amyloglucosidasa o pullulanasa para que la levadura las fermente.
- Usar levaduras eficientes y optimizar la fermentación.
- Compensar la posible pérdida de cuerpo y aroma con otras técnicas, como lúpulos aromáticos y ajustes de sales.
El ajuste de sales en la elaboración de cerveza es fundamental para controlar el perfil del agua y, con ello, el sabor, el cuerpo, el pH y otras características importantes de la cerveza. Aquí te resumo la información clave:
¿Por qué es importante el agua cervecera?
El agua constituye más del 90% de la cerveza, y su composición mineral tiene un impacto directo en el sabor, el pH de la maceración, la extracción de los componentes de la malta y la percepción del lúpulo.
Principales minerales y sus efectos:
Los cerveceros ajustan el agua añadiendo diferentes sales para replicar perfiles de agua históricos de regiones cerveceras famosas o para crear estilos específicos. Algunos de los minerales más comunes y sus funciones son:
- Calcio (Ca2+): Es crucial. Ayuda a reducir el pH de la maceración, lo que mejora la actividad enzimática y la extracción de azúcares fermentables. También es importante para la estabilidad de la levadura y la claridad de la cerveza. Puede aportar una sensación más seca y limpia a la cerveza.
- Magnesio (Mg2+): Contribuye a la reducción del pH, similar al calcio. En pequeñas cantidades, realza el sabor de la malta y es un nutriente importante para la levadura. Sin embargo, en grandes concentraciones (más de 30-50 ppm), puede impartir un sabor amargo o astringente.
- Sulfatos (SO4^2-): Son conocidos por acentuar la percepción del amargor del lúpulo, haciéndolo más nítido y seco. Son clave en estilos como las IPAs (India Pale Ale), donde se busca un amargor pronunciado. También pueden contribuir a una sensación más seca en el final de boca.
- Cloruros (Cl-): Potencian la sensación de cuerpo, dulzor y la complejidad de los sabores de la malta. Ayudan a redondear la cerveza y son deseables en estilos donde se busca una mayor plenitud en boca, como las stouts o porters.
- Sodio (Na+): En bajas concentraciones, puede realzar la dulzura de la malta. En concentraciones moderadas, los cloruros de sodio (sal común) pueden agregar una complejidad salina o mineral (como en las Gose). Sin embargo, un exceso de sodio puede dar un sabor salado desagradable y metálico.
¿Cómo se utilizan las sales?
- Conocer tu agua base: Lo primero es analizar el agua que vas a usar (del grifo, embotellada, etc.) para saber su composición mineral inicial.
- Definir el perfil deseado: Cada estilo de cerveza tiene un perfil de agua ideal. Por ejemplo, para una IPA querrás más sulfatos, mientras que para una Stout buscarás más cloruros.
- Calcular ajustes: Se utilizan calculadoras de agua (muchas disponibles en línea o en software cervecero) para determinar las cantidades exactas de sales como sulfato de calcio (yeso cervecero), cloruro de calcio, sal de Epsom (sulfato de magnesio) o sal de mesa, que necesitas añadir para alcanzar el perfil deseado.
- Añadir las sales: Generalmente, las sales se añaden al agua antes de la maceración, para que se disuelvan y afecten el pH y las reacciones enzimáticas desde el principio.
El objetivo no es simplemente "añadir sal", sino ajustar el balance de iones en el agua para optimizar el proceso de maceración y fermentación, y para resaltar o suavizar ciertos sabores y sensaciones en la cerveza final. Es una parte crucial de la química cervecera que permite un control más preciso del resultado final.
Para relacionar el uso de cada tipo de sal con los objetivos de una cerveza baja en calorías que mencionaba el texto original, podríamos considerar lo siguiente:
El texto original busca una cerveza:
- Más liviana y baja en calorías (menos alcohol, menos carbohidratos residuales).
- Sensorialmente atractiva (sin perder espuma, cuerpo y aroma).
- Logrando un perfil tipo "brut" (muy seca, con menos carbohidratos).
Considerando esto, el uso estratégico de las sales sería:
Calcio (Ca2+):
- Objetivo: Contribuir a un perfil más seco y limpio, y a la eficiencia en la conversión de azúcares.
- Cómo ayuda: Al reducir el pH de la maceración, el calcio optimiza la actividad de la beta-amilasa (la enzima que convierte los almidones en azúcares fermentables). Esto asegura que se produzcan más azúcares que la levadura pueda consumir, dejando menos carbohidratos residuales y contribuyendo a un perfil "brut" y bajo en calorías. También puede ayudar a la claridad, lo que es deseable en una cerveza "liviana".
Magnesio (Mg2+):
- Objetivo: Reducir carbohidratos residuales y apoyar la levadura.
- Cómo ayuda: Al igual que el calcio, el magnesio también contribuye a la reducción del pH en la maceración, favoreciendo la acción de la beta-amilasa y, por ende, la producción de azúcares fermentables. Además, el magnesio es un nutriente esencial para la levadura, asegurando una fermentación vigorosa y completa que consuma la mayor cantidad posible de azúcares, lo que es clave para una cerveza baja en calorías y tipo "brut".
Sulfatos (SO4^2-):
- Objetivo: Compensar la pérdida de aroma y potenciar la sensación de "sequedad".
- Cómo ayuda: En una cerveza baja en calorías, donde el cuerpo puede ser muy ligero, los sulfatos pueden acentuar la percepción del amargor del lúpulo. Esto es útil para compensar el perfil con "más aroma" (como se menciona en el texto con el late hop o dry hop), dando una sensación más nítida y un final más seco que encaja con el perfil "brut", sin añadir calorías.
Cloruros (Cl-):
- Objetivo: Mantener el cuerpo y el dulzor de la malta.
- Cómo ayuda: Aunque el objetivo es reducir carbohidratos, una cerveza muy "seca" puede sentirse aguada. Los cloruros pueden ayudar a "redondear" la cerveza y potenciar la sensación de cuerpo y dulzor de la malta, sin añadir azúcares reales ni calorías. Esto es clave para que la cerveza sea "sensorialmente atractiva" y no se sienta diluida, a pesar de ser baja en calorías.
Sodio (Na+):
- Objetivo: Mejorar la complejidad y el balance.
- Cómo ayuda: En cantidades muy controladas, el sodio puede ayudar a realzar los sabores de malta y aportar una ligera complejidad mineral que puede equilibrar el perfil de una cerveza muy ligera, haciéndola más interesante y "sensorialmente atractiva" sin añadir calorías. En cervezas estilo Gose, que son naturalmente bajas en calorías y muy secas, el sodio es fundamental para su carácter salino.
En esencia, el ajuste de sales se convierte en una herramienta para manipular el pH de la maceración (optimizando la conversión de almidones), potenciar los sabores que queremos (amargor, malta) y compensar la percepción de cuerpo en una cerveza con baja densidad final, todo ello sin agregar calorías extra.
https://www.facebook.com/photo/?fbid=25852912897697186&set=a.120275964720899