Zoigl es una cerveza de fermentación inferior ('ein untergäriges Bier'), que se elabora según los métodos tradicionales en cinco ciudades de Oberpfalz, una región situada al este del estado alemán de Baviera, junto a su frontera con la República Checa. Zoigl se ha elaborado por más de 500 años, con sus secretos transmitidos a través de las familias.
'Echter Zoigl', es decir, cerveza genuina y tradicional de Zoigl, se elabora en la sala de cocimiento comunitaria ('Kommunbrauhaus') en las pequeñas ciudades de Eslarn (1522), Falkenberg (1467), Mitterteich (1516), Neuhaus (1415) y Windischeschenbach (1455). Las fechas indican cuándo se les dio a ciertos ciudadanos de cada ciudad el derecho de preparar y servir cerveza. Este derecho, conocido como 'Zoiglbraurecht', se adjunta a las casas que se encuentran dentro de un área específica, generalmente alrededor del centro del casco antiguo. Como las fechas indican, en algunos casos, la tradición de Zoigl y 'Kommunbrau' en el Oberpfalz es mucho más antigua que la famosa 'Reinheitsgebot', la Ley de Pureza de la Cerveza de Baviera, que fue promulgada el 23 de abril de 1516.
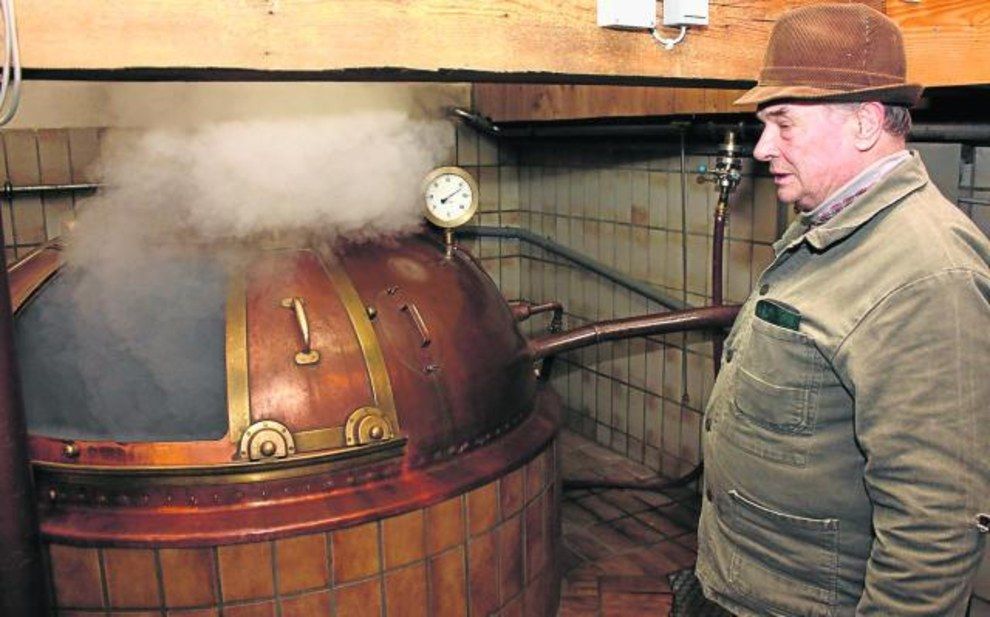
La cebada malteada se mezcla y hierve en calderas abiertas con agua calentada por un fuego de leña en Eslarn, Falkenberg, Neuhaus y Windischeschenbach (en Mitterteich, el horno es de carbón). Esto produce un líquido conocido como 'wort' ('Würze'). Los lúpulos se agregan durante el proceso y, después de enfriar durante la noche en un recipiente abierto grande (conocido como 'Kühlschiff'), el líquido se transfiere a tanques en las casas individuales de Zoigl ('Zoiglstub'n), donde se agrega levadura para permitir la fermentación . Después de unos diez días, la 'cerveza Zoigl' resultante se bombea a recipientes de almacenamiento, donde se deja madurar durante varias semanas. Este proceso se conoce en alemán como 'lagering'. Como la fermentación, una parte esencial de la producción de cerveza, se lleva a cabo en las casas de los cerveceros,

En general, todas las cervecerías de Zoigl usan el mismo método, pero cada Zoigl sabe diferente porque las cerveceras individuales tienen sus propias recetas, que varían según el tipo y la proporción de malta y lúpulo utilizados en el proceso. Debido a que el proceso de elaboración de la cerveza está controlado por un ser humano y no por una computadora, los lotes individuales de Zoigl del mismo fabricante varían de vez en cuando, ¡haciendo de cada visita a un 'Zoiglstub'n' una experiencia única!
En Falkenberg, Eslarn y Mitterteich, las cervecerías son propiedad de la comunidad local. Sin embargo, en Windischeschenbach y Neuhaus, los cerveceros los poseen en conjunto. En cualquier caso, el cervecero debe pagar una tarifa, que se conoce como 'Kesselgeld', literalmente 'dinero de la caldera', cada vez que se utiliza la sala de cocimiento. Esto se usa para mantener y renovar la fábrica de cerveza. Las cervecerías comunitarias eran una vez comunes en toda Baviera, aunque, actualmente, solo en Sesslach, una pequeña ciudad en la Alta Franconia ('Oberfranken') está elaborando cervezas que están regularmente disponibles para el público en general.
El acceso a la cervecería no está estrictamente limitado a los propietarios de Zoigl Stub'n. Todos los cabezas de familia dentro del área donde opera el 'Zoiglbraurecht' tienen la oportunidad de utilizar la instalación, siempre y cuando su propiedad permanezca en el Registro de la Propiedad oficial. Sin embargo, este derecho solo se tiene en cuenta en algunas ciudades, especialmente en Neuhaus, donde un grupo de ciudadanos con derechos cerveceros elabora Zoigl anualmente para su propio consumo. En Neuhaus, los cerveceros 'privados' mantienen la vieja tradición de almacenar Zoigl en barriles, que se encuentran en bodegas aburridas debajo de las casas ubicadas en la calle principal.
¿Quiénes son los auténticos cerveceros comunitarios en el Oberpfalz?
En los últimos años, la creciente popularidad de la cerveza Zoigl ha alentado a varias cervecerías comerciales a comercializar una cerveza llamada 'Zoigl'. Estas incluyen algunas cervecerías en el Oberpfalz y varias ubicadas en regiones de Baviera, como Franken y Allgäu.
Sin duda, muchas de estas cervezas son de alta calidad, pero la esencia de Zoigl radica no solo en el producto, sino en más de 500 años de tradición, que se materializa en la cultura de las cinco ciudades de Zoigl. Además, en los últimos tiempos, florecieron en la región de Oberpfalz varios pubs con el título 'Zoiglstub'n' o 'Zoiglwirtschaften' ('Zoigl pubs'), con la esperanza de capitalizar la popularidad de la tradición de Zoigl. Nuevamente, se debe enfatizar que, a pesar de la calidad de su cerveza y los servicios provistos, no están legitimados por la tradición e historia de Zoigl.
Para ayudar a los entusiastas de Zoigl a identificar a Zoigl genuino, los cerveceros 'Zoiglbraurecht' de las cinco ciudades de Zoigl han formado una organización para ayudar a proteger la tradición de Zoigl. Solo aquellas casas de Zoigl cuyos propietarios son miembros de la organización pueden exhibir el logo verde especial "Echter Zoigl vom Kommunbrauer".

El logotipo de 'Echter Zoigl vom Kommunbrauer' promete al cliente que la cerveza servida se ha elaborado en una cervecería comunitaria ubicada en la misma ciudad, utilizando métodos y materiales tradicionales, y fermentada y vertida dentro de sus propias instalaciones. Esto significa que sirven una cerveza Zoigl (también llamada 'ein Kommunbier') fermentada en el fondo, sin filtrar y sin pasteurizar, y elaborada de acuerdo con la Reinheitsgebot (Ley alemana de pureza de la cerveza). El uso de la cocción a leña o carbón, el recipiente de enfriamiento abierto, la elección individual de malta y lúpulo del cervecero y la entrega en el Zoiglstub'n directamente desde el tanque de lagering, ¡aseguran que un Zoigl real siempre tenga un sabor diferente!
Quizás tan importante como la calidad de la cerveza es la atmósfera especial de Zoiglstub'n. Para los propietarios, preparar y servir a Zoigl es en gran medida una forma de vida, pero es, esencialmente, una ocupación a tiempo parcial, que se lleva a cabo además de su trabajo principal. Como resultado, los Zoiglstub'n individuales generalmente abren solo un fin de semana en cada mes, generalmente desde el viernes por la mañana hasta el lunes por la noche. En Windischeschenbach, 'Echter Zoigl vom Kommunbrauer' también está disponible de lunes a viernes. Los propietarios del Stub'n individual trabajan juntos para producir un calendario de horarios de apertura ('Zoigltermine'), que se puede ver en este sitio web.
Cada Stube se adjunta a la casa del propietario, quien, junto con la familia, se asegurará de que reciba la atención oportuna y hospitalaria. Los clientes se mezclan libremente en Zoiglstub'n y, ya sea que usted sea vecino o visitante desde lejos, se le garantizará una buena conversación, un ambiente animado y agradable, cerveza y refrigerios ('Brotzeit') a un precio modesto.
¡Sigue la 'estrella de Zoigl'!
En tiempos anteriores, muchas personas que tenían la Zoiglbraurecht elaboraban cerveza para su propio consumo en la sala de cocimiento comunitaria. Como la cerveza Zoigl no se filtra ni se procesa de otra manera, una vez que se abrió una barrica, tenía una vida limitada. Para evitar desperdiciar una cerveza valiosa, a menudo se invita a los vecinos a que ayuden a beber lo que quede. Durante un período de tiempo, algunas casas desarrollaron esta práctica de una manera un poco más comercial, cobrando a los visitantes un pequeño precio para beber el Zoigl. Es a partir de esta tradición que el Zoiglstub'n moderno se ha desarrollado, manteniendo la tradición de una hostería hogareña y precios modestos de bebida y comida.

A diferencia de los bares y pubs en otras partes del mundo, los propietarios de Zoiglstub'n no usaron letreros pintados para anunciar su presencia. En cambio, el 'Bierrechtler' (persona con derechos cerveceros) cuelga una estrella fuera de la casa. En otros tiempos, a veces se colocaba una escoba o un arbusto delante de la puerta como un 'Bierzeigel' ('señal de cerveza'). En la palabra del dialecto de Oberpfalz, 'Zeigel' se traduce como 'Zoigl' y esta es la derivación del término para el distintivo 'Kommunbraubier'. El Zoigl Star también era una señal de que el propietario tenía derecho a elaborar cerveza.
 |
| Durante la era nazi, que convirtió a la Estrella de David en un símbolo de opresión, a los cerveceros se les prohibió mostrar el zoigl. Cuando la estrella de los cerveceros reapareció en los años posteriores a la Segunda Guerra Mundial, algunos dicen que adquirió un nuevo significado: una celebración de la derrota de los nazis. |
El uso de una estrella para representar la fabricación de cerveza no es exclusivo del Oberpfalz y se puede encontrar en otras partes de Alemania. La imagen más antigua conocida de la estrella en la elaboración de la cerveza data de alrededor de 1430 y se puede encontrar en una ilustración de un libro de Nuremberg, en el que se muestra a Herttel, elaborador de cerveza monástica, revolviendo la infusión sobre un fuego de leña. Sobre el caldero, la típica estrella de cerveza se puede ver colgada de un poste.
 |
| El 46 hermano, que murió aquí, se llamaba Herttel Pyrprew "(" Der XLVI Bruder, der do starb, hieß Herttel Pyrprew "). Se puede ver el hervidor de agua con dos anillos unidos a los lados más dos cubas de madera. en un palo, el hexagrama. Parece que Herttel está revolviendo el hervidor sobre fuego abierto.
|
La estrella de Zoigl consiste en dos triángulos equiláteros entrelazados, uno que apunta hacia arriba, uno que apunta hacia abajo. Un triángulo simboliza los elementos de fuego, tierra y aire; el otro indica los ingredientes esenciales de agua, malta y lúpulo. Desde la levadura, y su papel en la fermentación, no se conocía antes de finales del siglo XIX, no se representa en la Estrella de Zoigl.
Entonces, cuando ves una estrella de seis puntas colgando afuera de una casa en cualquiera de las cinco ciudades de 'Echter Zoigl vom Kommunbrauer', ¡sabes que es hora de 'Ir al Zoigl!'